📚 New Blog Posts
1. The Reality of Lot Traceability in Process Manufacturing
2. KPIs That Drive Enterprise Value for $10–$50M Process Manufacturers (Part 1 of 2)
3. KPIs That Drive Enterprise Value in $10–$50M Process Manufacturers (Part 2 of 2)
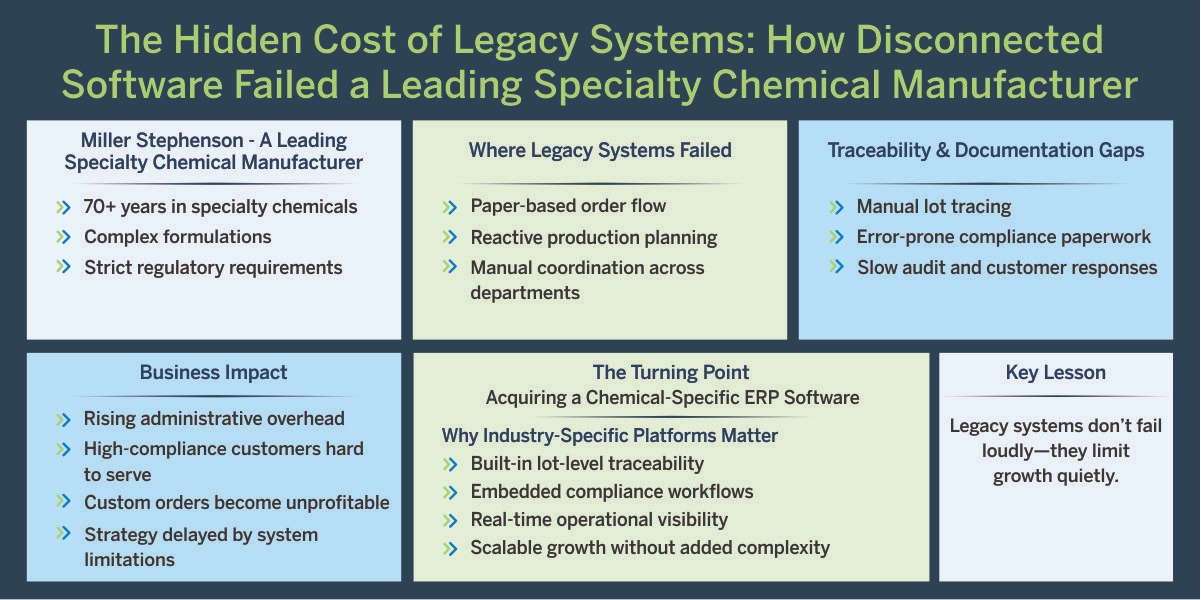
Miller Stephenson Chemical Company, a specialty chemical manufacturer with over 70 years of excellence, made a critical operational decision to replace its legacy, proprietary systems with an integrated platform specifically designed for specialty chemical manufacturing. This move was driven by the need for comprehensive operational visibility, embedded compliance capabilities, and a modern foundation to support continued growth in increasingly regulated markets.
The Challenge: Operating with Disconnected Systems That Couldn’t Meet Specialty Chemical Manufacturing Demands
Miller Stephenson’s business is centered on producing complex specialty chemical formulations that require precise batch manufacturing, strict regulatory compliance, and extensive traceability. They found that their legacy systems, which had evolved organically over decades, created significant operational gaps and strategic risks.
1. Operational Inefficiency and Information Bottlenecks
The lack of system integration directly impacted operational speed and coordination, particularly as product complexity and customer requirements increased.
Key Takeaways:
- Paper-based workflows create hidden bottlenecks; information moves at walking speed, not business speed.
- Disconnected systems force manual coordination that doesn’t scale with growth or complexity.
- Limited visibility means reactive planning; you manage yesterday’s problems instead of tomorrow’s opportunities.
What Happened:
Paper routing delays: Sales orders were printed and physically walked through the plant. Production teams waited for paperwork to arrive before work could begin, creating delays of hours or even days for time-sensitive orders.
Manual coordination overhead: When production priorities changed or materials were delayed, coordination required phone calls, emails, and physical meetings across departments. Simple changes cascaded into hours of administrative work.
Reactive planning: Without integrated visibility into the sales pipeline, inventory levels, and production capacity, planning relied on historical patterns and tribal knowledge rather than real-time operational data.
2. Compliance and Traceability Gaps
The core lesson learned was that disconnected systems cannot handle the traceability and documentation requirements of regulated specialty chemical manufacturing.
Key Takeaways:
- Lot tracing is non-negotiable for regulated industries; without it, you’re operating with critical compliance and liability risk.
- Manual documentation creates an exponential risk of error; the more documents you manually assemble, the greater the chance of inconsistency.
- Disconnected systems force compliance workarounds that increase audit exposure and make regulatory changes extremely costly.
What Happened:
Difficult lot tracing: When customers requested material traceability or quality investigations required root cause analysis, tracking raw materials through production to finished goods meant manually cross-referencing records across multiple systems and paper files. What should have taken minutes took days.
Manual compliance documentation: Quality documentation, compliance certificates, and regulatory reports required manual assembly from multiple sources. Each batch generated paperwork that had to be collected, verified, and filed across disconnected systems.
Regulatory update burden: When regulatory language changed, teams manually updated thousands of documents across multiple systems. This process took weeks and carried a significant risk of inconsistent or outdated language appearing on critical compliance documents.
3. The Business Cost of the Wrong Systems: How Legacy Infrastructure Costs Miller Stephenson Time, Money, and Growth
The decision to continue operating on legacy systems came with tangible costs that extended far beyond maintenance fees. The ripple effects of disconnected, inflexible systems impacted every aspect of operations and strategic growth.
Key Takeaways:
- The wrong systems are a triple tax: you pay for maintenance, pay for workarounds, and pay for missed opportunities.
- Operational inefficiency compounds over time; what seems manageable at the current scale becomes prohibitive as you grow.
- System limitations constrain strategic options; you can’t pursue a business that your systems can’t support.
What Happened:
Hidden administrative costs: Legacy systems required ongoing workarounds, manual processes, and coordination overhead, consuming staff time without adding value. Administrative burden grew proportionally with volume.
Constrained growth opportunities: Customers with stringent compliance requirements or audit needs were difficult to serve. Small custom orders required coordination overhead, making them unprofitable. The company had to decline business that their systems couldn’t economically support.
Strategic initiative delays: Management time spent managing system limitations and firefighting operations was time not spent on strategic initiatives such as new market entry, product development, or process improvement.
Learned Lesson: The Business Value of an Industry-Specific Integrated Solution
The experience cemented the need for an integrated platform specifically designed for specialty chemical manufacturing, not a generic ERP system or a collection of disconnected point solutions. The financial and strategic impact of continuing with legacy systems, ongoing maintenance costs, lost productivity, compliance risks, and missed growth opportunities far exceeded any perceived savings from avoiding system replacement.
The selection process prioritized a system that demonstrated an instant understanding of specialty chemical operations and regulatory requirements. The chosen platform offered the essential functionality for their industry, formula management, lot-level traceability, embedded compliance, and integrated purchasing, without unnecessary complexity or cost.
Key Benefits of Choosing the Right System for Your Business and Industry Needs
| Operational Area | Impact of the Right Solution |
| Compliance & Traceability | The system provides automatic lot-level traceability from raw materials through production to finished goods. Regulatory documentation is centralized and automatically updated across all transactions. Audit preparation shifts from weeks to hours. |
| Operational Efficiency | Information flows automatically between sales, production, quality, and shipping. Production can begin immediately upon order entry. Coordination happens through the system rather than through manual phone calls and emails. |
| Purchasing & Inventory | Purchasing teams gain visibility into consumption patterns, lead times, and production requirements. Material sourcing decisions can be optimized across cost, availability, and production flexibility simultaneously. Inventory accuracy improves dramatically. |
| Strategic Growth | The integrated platform enables the company to pursue business previously declined due to system limitations. Small custom orders become economically viable. Customers with stringent compliance requirements become accessible. Growth doesn’t require proportional increases in administrative overhead. |
| Quality & Formula Management | Complex formulations with dozens of raw materials are managed systematically. Quality controls are embedded in workflows rather than enforced separately. Batch genealogy and material traceability support both compliance and continuous improvement. |
Advice for Other Specialty Chemical Manufacturers
Based on Miller Stephenson’s experience, leadership offers clear guidance for others in the specialty chemical industry:
Search for specialty chemical manufacturing platforms, not just generic ERP: Generic ERP systems solve the problem of business operations, but specialty chemical platforms solve the problems of formula management, lot traceability, regulatory compliance, and batch manufacturing in regulated industries. The difference is fundamental.
Make the demo a deal-breaker: Do not settle for generic demonstrations. Tell the vendor exactly what you do, your formulation complexity, your compliance requirements, your production processes, and request a demonstration of how the software handles your specific operations. It should demonstrate required features, such as lot tracing, formula management, and regulatory documentation, out of the box.
Prioritize core manufacturing needs over general business features: Focus on non-negotiable specialty chemical requirements, lot-level traceability, formula management, batch genealogy, and regulatory compliance before considering general features like advanced financial reporting or CRM capabilities. If the system can’t handle your manufacturing operations, the rest doesn’t matter.
Evaluate integration versus platform replacement honestly: Integration seems less disruptive, but often creates brittle complexity and ongoing costs. Sometimes the right answer is to replace the system. Calculate the true total cost of ownership for both approaches, including hidden costs like workarounds and missed opportunities.
Consider strategic option value, not just efficiency ROI: The primary value of the right system isn’t just doing existing work faster. It enables businesses to pursue customers with stringent requirements, small custom orders, and new regulated markets. Ask: What business becomes possible with better systems?
Don’t wait for complete system failure: Legacy systems often work adequately until they don’t. By the time they completely fail, you’re making decisions under pressure. Evaluate system replacement when you still have time to plan properly, not when you’re in crisis mode.
Conclusion
Miller Stephenson’s transformation demonstrates that modernizing core operational systems isn’t just about efficiency gains or technology updates. It’s about building operational infrastructure that supports growth, manages increasing complexity, and turns regulatory compliance from a burden into a competitive advantage.
For specialty chemical manufacturers operating on legacy systems, disconnected point solutions, or generic business software, the lesson is clear: your operational systems are strategic infrastructure. They determine not just how efficiently you execute current operations, but what kinds of business you can profitably pursue in the future.
The manufacturers who will thrive in increasingly complex, regulated, and competitive markets will be those who build operational platforms designed for the specific demands of specialty chemical manufacturing, not those who continue patching together systems built for simpler operational models.